O mau uso do 5S
Qualquer postagem feita sobre ele no LinkedIn faz um enorme sucesso, e não é à toa. Devido à sua popularidade dentro das empresas e da ideia (equivocada) de que ele é o início do Lean, é de se imaginar que a grande maioria das pessoas que já adentraram o mercado de trabalho tenha vivenciado algo em relação aos famosos 5 “sensos”, Seiri, Seiton, Seiso, Seiketsu e Shitsuke.
Mas existe um grave problema que costuma rondar as tentativas de uso dessa ferramenta nas empresas, levando ao baixo engajamento e resultados abaixo do esperado, e esse vai ser o tema que vamos explorar mais um pouco no artigo de hoje, aqui, no blog da Leanstart.
O que é o 5S?
Isso depende muito de quem apresentou ele para você e a partir de qual camada de abstração estamos analisando. Durante as variadas tentativas ocidentais de interpretar corretamente o segredo do sucesso da Toyota, muita informação ruim foi surgindo no mercado de consultoria, com aquele modus operandi que já conhecemos: destacar sempre algo isolado como sendo o tal do “segredo”. Houve uma época, por exemplo, onde no mundo da consultoria, a moda era o TQM (Total Quality Management, em português, Gestão da Qualidade Total), pois segundo o mundo da consultoria, esse era o “segredo” da Toyota.
Uma das definições favoritas do pessoal sobre 5S é a de que ele é uma filosofia de vida. Já outros, consideram que ele é uma completa filosofia de gestão. Aqui, vamos considerar o uso dentro do Lean, baseado no que é possível aprender com grandes senseis que se desenvolveram dentro e fora da Toyota. Alguns, inclusive, sob a tutela do grande Sr. Taiichi Ohno.
Um dos principais objetivos do Sistema Toyota de Produção (TPS, do inglês, Toyota Production System) era a redução de custos em uma era onde volume de produção não poderia ser mais a arma para isso. O mundo havia mudado, os clientes tinham mais opção de escolha e gostos variados, e isso consequentemente acaba pulverizando a demanda total, que antes poderia acabar ficando mais concentrada em poucas grandes empresas. O fluxo contínuo de material e informação, no ritmo da demanda do cliente era a chave para sobreviver em um ambiente desses, e buscar esse estado demandava a eliminação constante e rigorosa de desperdícios: tudo deveria ser produzido com a Maior Qualidade, o Menor Custo e o Menor Lead Time. Seguir perseguindo este estado significa ter o tão sonhado foco no cliente.
Mas buscar e gerenciar uma cadeia de operações com essas características demanda vários pontos de atenção e de mudança na forma de gerenciamento. E para ilustrar o que é o 5S dentro da sistemática do TPS, vamos considerar o Just-in-Time (JIT).
Pensa rápido: qual é o objetivo do 5S?
Ambiente limpo?
Ambiente seguro? Agradável?
Mas o que significa tudo isso?
Vamos parar para pensar em uma ideia fundamental do Just-in-Time: o produto necessário, na quantidade necessária, no momento necessário.
Quando eu faço 5S em uma bancada de ferramentas, qual é o meu objetivo? Podemos dizer que seria ter as ferramentas necessárias, na quantidade necessária, para o uso quando necessário?
Juntando as duas coisas agora: imagine que essa bancada de ferramentas faz parte do nosso processo produtivo. Poderemos produzir somente o produto necessário, na quantidade necessária, no momento em que ele é necessário, se não temos as ferramentas necessárias, na quantidade necessária, para o uso, quando necessário? Imagine tentar trabalhar dentro de um Takt Time e com segurança, se você precisa toda vez procurar onde está determinada ferramenta!
Poderemos produzir somente o produto necessário, na quantidade necessária, no momento em que ele é necessário, se as pessoas têm dificuldade de se movimentar de forma segura dentro do ambiente, pois nele há mais do que o necessário?
“No início, eram apenas dois ‘S’ – Seiri (Separar, organizar) e Seiton (Arrumar, ordenar). A ideia do Seiri é jogar fora o que não é necessário, removendo impedimentos ao trabalho. O segundo S, Seiton, significa organizar as coisas de forma que elas estejam imediatamente acessíveis. Significa colocar tudo o que é necessário para um trabalho ao alcance do operador ou do ponto de uso – na quantidade que o operador precisa e quando ele precisa. A raiz ‘ton’, em Seiton tem a conotação de imediato, instantâneo, ou um toque. Quando somados, os primeiros dois S carregam os preceitos do Just-in-Time. Nós acreditamos que essa conexão forte entre o 5S e a produção em fluxo contínuo não é bem compreendida, já que a maioria das pessoas vê o 5S como algo extra. A tradução de Seiton como ‘Ordenar’ alimenta o equívoco sobre o real significado do termo, porque em inglês, ‘ordenar’ significa ‘alinhar em fila, ou linha reta’. Ter linhas ou pilhas de coisas não ajuda na produtividade, se o que um operador precisa procurar o necessário para seu trabalho lá no final dessa pilha.”
Fonte: livro “Shingjutsu Kaizen: The Art of Discovery and Learning” (2015), pág. 105.
A chave do entendimento do 5S dentro do Lean é a seguinte: ele é uma ferramenta de suporte à busca pela visualização e eliminação dos desperdícios, dentro do processo de Kaizen.
Bingo! Então o 5S é a base do Lean! Calma…
O problema: a necessidade de Foco no Cliente
Não adianta: quem paga nossas contas é o cliente. Se não há motivo ou necessidade para um cliente utilizar, consumir nossos produtos, não há porque ele nos entregar seu dinheiro, fruto dos seus esforços. Para conseguir satisfazer nossos clientes, fazemos Kaizen. De forma resumida, o Kaizen é o processo de simplificação do trabalho, de forma a atingir o resultado necessário, com o mínimo de desperdícios. Quando fazemos a analogia de que o Lean é um carro, em seu comportamento e estrutura, o Kaizen seria simplesmente o motor (importante ele, ou não, hein?).
Aqui começa o problema com o uso mais comum do 5S hoje em dia, que é como uma ampla filosofia de gestão, ou como um programa dentro das empresas.
Conversando com Guilherme Carvalho, um grande profissional e parceiro de jornada no assunto, ele me apresentou um belíssimo exemplo desse problema. O caso aconteceu em uma grande empresa global, e era o seguinte: dentro dessa empresa, enquanto uma área não atingisse determinada nota no seu programa 5S, e um determinado nível de certificação, ela não poderia, por exemplo, começar a usar outra ferramenta. No caso, por exemplo, a Troca Rápida de Ferramentas (TRF. Do inglês, SMED, Single Minute Exchange of Die).
Pergunta: isso é ter foco no cliente?
Essa empresa pode estar perdendo milhões de reais e milhares de clientes por não conseguir produzir os produtos que o mercado quer, de forma econômica, pois o setup das máquinas demora muito tempo. Mas o setor está proibido de usar o SMED para resolver isso, pois ainda não atingiu a certificação de 5S.
Ela pode estar perdendo clientes, pois estão havendo muitas ocorrências de quebras do seu produto, que estão ocultas por lotes grandes demais e por condições ruins de equipamento. Mas ela não pode avançar e fazer Manutenção Produtiva Total (TPM, do inglês, Total Productive Maintenance) nem diminuir seus lotes, montar células, pois o setor ainda não é certificado no 5S.

Enquanto ela está lá, tocando seu programa 5S e tentando construir a “base do Lean”, o cliente está lá, cada vez mais com uma vontade imensa de ir para o concorrente. Sua empresa está mais bonita, mais organizada, e até mais produtiva. Mas um lado fundamental ainda pode estar infeliz.
Como fazer 5S então?
Você é livre para fazer da forma que quiser, claro (lembrando que vai ser sempre refém dos resultados da forma que escolher). Mas a recomendação de grandes senseis, gabaritados na origem do Kaizen: o 5S será parte natural do seu Kaizen. Independente de quais resultados não estão sendo atingidos dentro da sua empresa, isso se resolve com Kaizen, e dentro do Kaizen, com toda certeza, você irá usar o 5S. O 5S é algo que você faz durante o processo de simplificar seus processos, e não antes de saber o que significa simplificar aquele processo. O Kaizen é a execução orgânica, e não robótica, do Lean, do jeito que deve ser.
Se há problemas de Segurança, como você resolve? Com Kaizen. Com toda certeza, dentro do processo de Kaizen nesse problema de segurança, você vai encontrar algum fator relacionado a ter mais do que o necessário, coisas fora de lugar, sinalização ruim, tudo aquilo que pode ser atacado com o 5S.
Se há problema de excesso de estoque, como você resolve? Com Kaizen. Provavelmente, dentro do processo de Kaizen para esse problema de excesso de estoques, você vai encontrar, por exemplo erros no ponto de pedido por dificuldade de gerenciar visualmente o estoque. Opa, 5S pode ajudar nisso.
Perceba que sempre é um problema, que nos afasta da satisfação dos clientes internos e externos, que nos leva a usar o 5S. Há foco, prioridade, há a definição de um problema específico. O Sr. Taiichi Ohno não estava tentando ter uma fábrica limpa, organizada, mas sim, resolver os problemas que impediam a Toyota de servir bem ao seu cliente, de acordo com o novo mercado predominante. No meio do caminho, ele descobriu que o 4S (lá eram 4), era parte do arsenal para resolver esses problemas. Não é uma escadinha, como tentam dizer para você nessa péssima imagem (com todo respeito a quem criou):
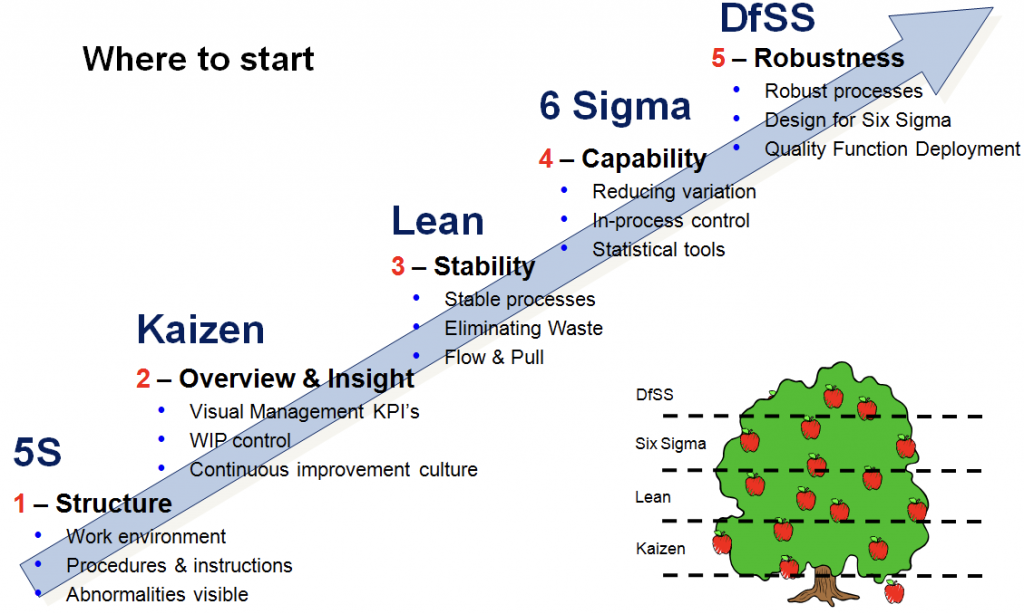
Focando em apenas um dos equívocos dessa imagem (que vai ganhar um artigo só pra ela): você pode muito bem se deparar com um problema onde você vai usar 5S, controle de WIP (do inglês, Work in Process. Em português, Estoque em Processo) e desenvolver um processo puxado por outro através de kanban. Tudo isso, dentro de um único Kaizen, porque todas essas ferramentas e métodos servem para uma única coisa:
- Resolver os obstáculos que nos afastam da satisfação do nosso cliente, através da eliminação dos desperdícios.
Não é “Primeiro, eu faço 5S na empresa toda, depois que estiver indo bem no 5S, faço outra coisa, depois que essa estiver boa, faço outra.” Se você passar no primeiro manual interno da Toyota sobre o Sistema Toyota de Produção, nas pouquíssimas vezes que o 5S é citado (e lá, ele é citado como 4S), você verá o comentário de que o 4S não pode cumprir o seu propósito, por exemplo, se o layout da produção é ruim. Por essa e por outras, a lógica de uso é “O que há de problemas, e quem fará o Kaizen? Qual será primeiro? Quais serão simultâneos?” e repetir o processo durante toda a vida da empresa, respeitando dois princípios:
- Melhoria Contínua e Respeito pelas Pessoas.
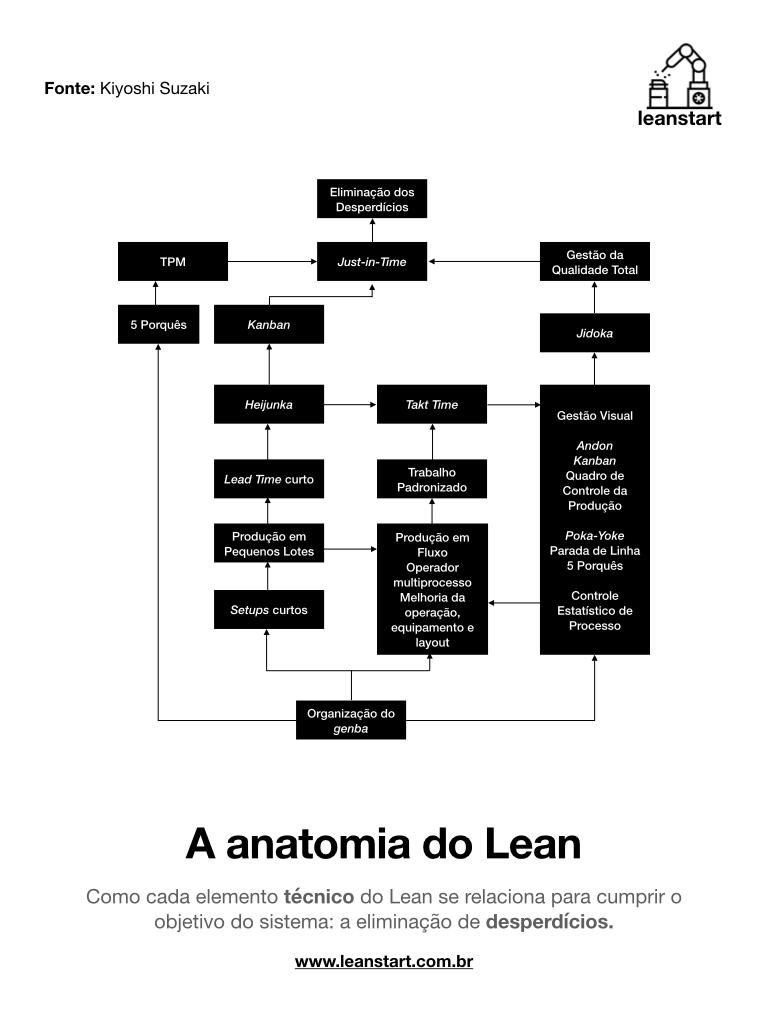
Como você pode ver na imagem ao lado, há uma lógica hierárquica de uso dos métodos e ferramentas, de forma que haja uma estrutura para perseguir o Just-in-Time. O problema é que muitos interpretam isso como etapas individuais, condições a serem atingidas separadamente no negócio todo, quando na verdade, vamos construindo essa estrutura técnica com o Kaizen, todo dia, no negócio todo, simultaneamente. Imagine da seguinte forma: essa estrutura ao lado sendo criada e aprimorada várias vezes ao dia, em busca do estado de fluxo contínuo em direção ao cliente, em diferentes processos, de acordo com o problema do momento a ser resolvido.
Mas e a disciplina?
Não é o 5S quem cria a disciplina, mas sim, o ambiente criado pelas atitudes e exemplos da liderança. O Kaizen, executado da forma correta, ajuda a configurar o exemplo. Mas já deixo a dica: dá trabalho, muito trabalho. Vai ser muito difícil, mas muito mais fácil do que acreditando que é uma ferramenta quem vai fazer aquilo que é sua obrigação como líder.
“Dizer coisas como ‘Eu estou muito ocupado, então não posso dedicar muito tempo a isso.’ não passa de uma desculpa. Estamos ocupados porque temos muitos problemas. Essa é exatamente a razão pela qual devemos continuar observando por meio período e encontrar uma contramedida. […] Oportunidades e atitudes com persistência e que derrubam barreiras de forma proativa e levando a implementação constroem uma casa de kaizen. Com essa atitude, nos repetimos e repetimos incessantemente o kaizen, onde o final de um Kaizen é o começo de outro. O Kaizen é sobre subir uma escada infinita, passo a passo. Nós devemos continuar fazendo esforço constante para melhorar.”
Fonte: Duxinaroe Academy – TPS Handbook (1973)

A fala acima e a imagem ao lado eu tirei direto do primeiro manual interno da Toyota sobre o Sistema Toyota de Produção.
Mais uma vez: você pode utilizar o 5S da forma que bem entender na sua empresa, mas nunca se esqueça: quem vem primeiro no Lean não é o 5S:
- São as pessoas!
O ponto de partida de tudo deve ser: “O que meus clientes internos e externos precisam, e o que está me impedindo de entregar o que eles precisam da forma mais econômica possível?”
A partir daqui, é “facil”:
- Vá fazer Kaizen!
Um grande abraço, e até a próxima!
Se você curtiu esse texto, não deixe de passar nestes aqui:
Por que você deveria parar de começar o Lean por um programa de 5S
Parem. Lean e Seis Sigma não são sequer comparáveis.


Gosto muito dos artigos. São fortes inspiradores de mindset.